LFT(Long Fiber Thermoplastics)

HISTRON (하이스트론) 소개
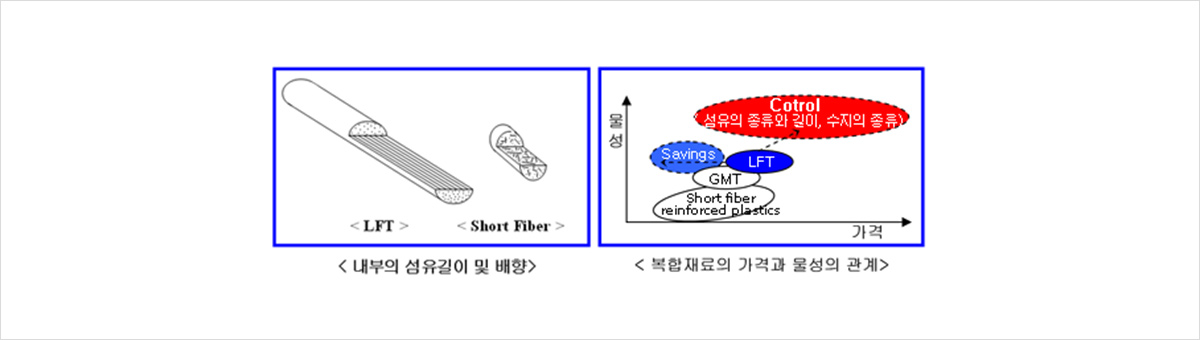
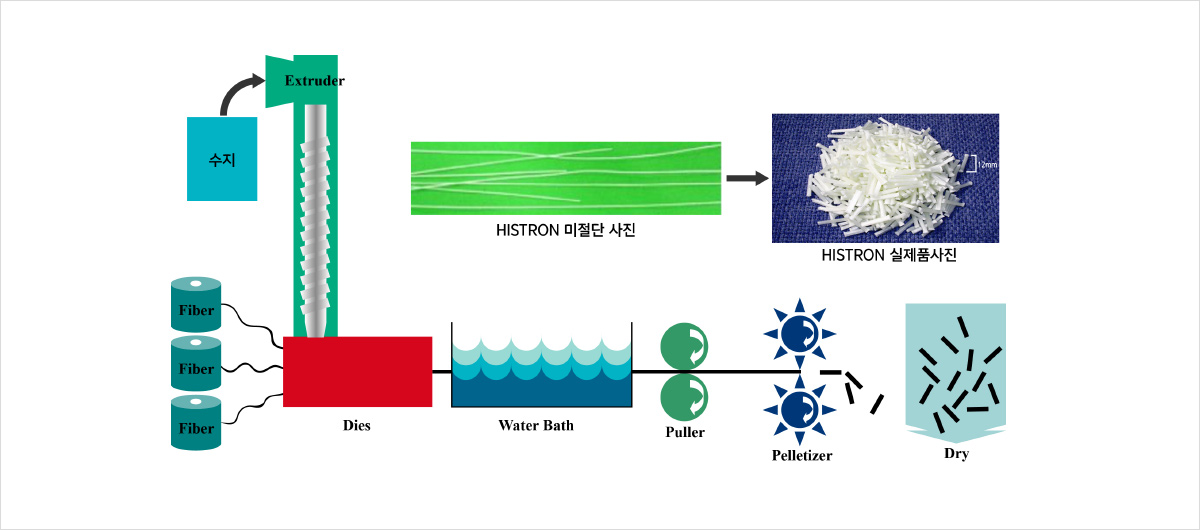
인발법과 유사한 방법으로 열가소성 플라스틱에 유리섬유를 함침시킨 후 원하는 길이로 절단한 Pellet형상으로 제조되어 사출성형이 가능합니다.
유리섬유의 함량이 70%까지 가능하며, 성형시 수지와 HISTRON을 혼용하여 유리섬유의 함량을 임의로 조정 가능하며, Master Batch로 활용 할 경우 원가절감을 꾀할 수 있습니다.
성형품은 유리섬유 길이가 길게 유지되어 단섬유(약3mm)강화재료보다 기계적 강도가 우수하며, 특히 충격강도는 매우 탁월합니다.
기존의 단섬유 강화재료보다 고강도 고강성의 성형재료로, 성형제품의 경량화 및 고강도의 얇은 제품을 얻을 수 있으며, 성형 싸이클의 단축을 가능하게 합니다.
HISTRON (하이스트론) 용도

자동차 부품
Door module, Frontend module, 의자 Shell, Mirror bracket, Fan, Bumper Back beam, Engine under cover, Housing Part, Under hood shroud & fan Roof handle switch 등 확산중
산업 부품
파이프렌치 부품, 컨베어 연결부품, 운반기 폐달, 칭 핸들, 체인기어, 프라이휠기어, 호스밴드, 단열재고정용 못, Industrial fan, 광케이블보호용 housing & 접속함, 온수cap 등
HISTRON (하이스트론)과 타재료의 비교
PP(polypropylene)를 Base로 적용한 복합성형재료의 물성비교
| 항 목 | 단 위 | 시험방법 (ASTM) | HISRTON (G40P2GB1N) | Short Fiber Compound | GMT | BMC | SMC |
|---|---|---|---|---|---|---|---|
| 유리섬유함량 | % | - | 40 | 40 | 40 | 18 | 28 |
| 비중 | - | - | 1.12 | 1.19 | 1.18 | 1.9 | 1.9 |
| 인장강도 | kgf/cm2 | D638 | 1,262 | 910 | 1,120 | 500 | 900 |
| 굴곡강도 | kgf/cm2 | D790 | 1,844 | 1,180 | 1,610 | 1,400 | 2,000 |
| 충격강도 | kgfㆍcm/cm | D256 | 26 | 11 | - | 30 | 65 |
| HDT | ℃ | D648 | 156 | 145 | 155 | 220 | 220 |
상기 물성은 각 시험규격에 따른 특정조건에서의 대표치입니다.
BMC,SMC의 물성치는 KS M 3015의 시험규격에 따른 물성치입니다
HISTRON (하이스트론) 제조 공정
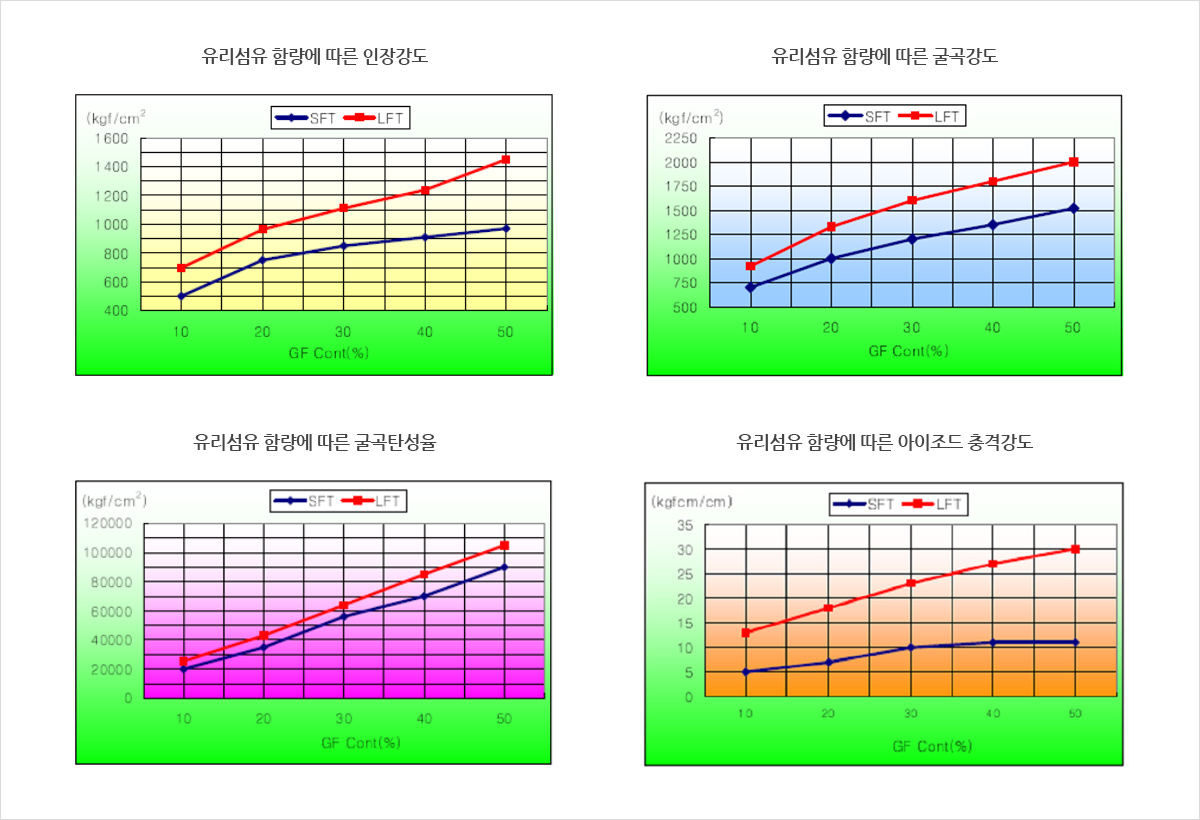
HISTRON과 SFTP의 물성비교
PP(polypropylene)를 Base로 적용한 LFTP(HISTRON)과 SFTP의 물성비교
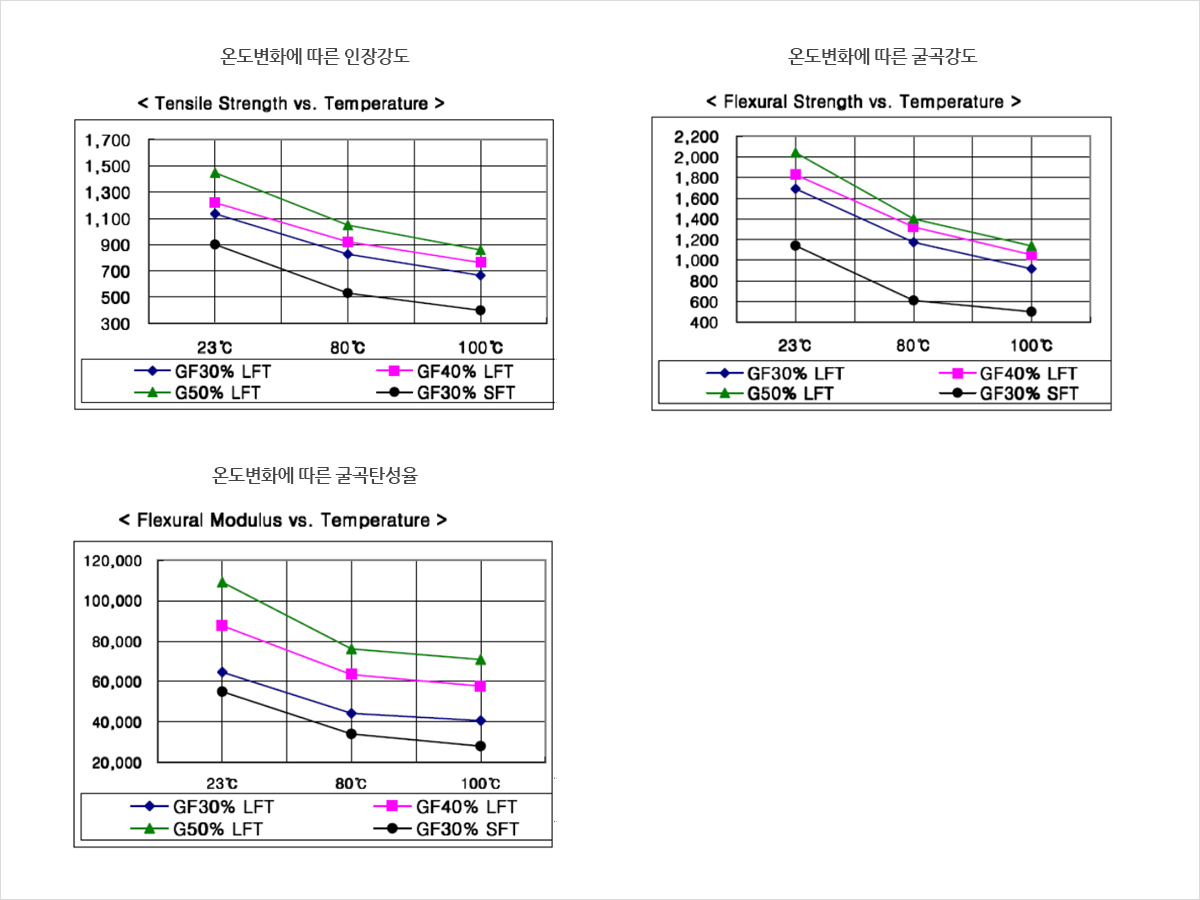
HISTRON과 SFTP의 온도 의존성
PP(polypropylene)를 Base로 적용한 자동차용 LFTP(HISTRON)
HISTRON (하이스트론) 명명법

- 1) 총 9 자리의 영문과 숫자로 조합되어 있습니다.
-
2) 당사는 보강재의 종류(유리섬유,카본) 및 함량(20 ∼70%), 수지(PP, PA6, PA66, ABS, PC, PBT), Pellet길이(6 ∼25mm), 요구특성(내후성,난연성), 색상 등을 고객의 요청에 따라 다양하게 공급합니다.
ex) HISTRON 호칭 - G40P2GB1N - 적용수지는 PP로 유리섬유 40%, 12mm Pellet형상의 Natural Color LFT
HISTRON 호칭 - G30A2BB1B - 적용수지는 PA6로 유리섬유 30%, 12mm Pellet형상의 Black Color 내후성 LFT
HISTRON (하이스트론) 물성표
- 1) 당사는 하기의 제품 이외에 고객의 요청에 따라 다양한 Matrix 및 물성의 제품도 제조, 공급이 가능합니다.
- 2) Grade를 선정시 당사 기술담당자와 협의하십시오
| 항 목 | 유리섬유 함량 | 비중 | 인장 강도 | 굴곡 강도 | Notched Izo 충격강도 | HDT | 특징 및 용도 | Data Sheet | |
|---|---|---|---|---|---|---|---|---|---|
| 단 위 | % | - | kgf/cm2 | kgf/cm2 | Kgfcm/cm | ℃ | |||
| 시험방법 (ASTM) | - | - | D638 | D790 | D256 | D648 | |||
| HISTRONGRADE | G30P2BB1N | 30 | 1.1 | 1,042 | 1,664 | 22 | 153 | Matrix: PP내후성 부여 자동차용 |
기술자료 보기 MSDS자료 요청 |
| G40P2BB1N | 40 | 1.21 | 1,246 | 1,878 | 27 | 158 | |||
| G50P2BB0N | 50 | 1.32 | 1,362 | 1,978 | 31 | 161 | |||
| G60P2BB0N | 60 | 1.41 | 1,406 | 2,013 | 33 | 163 | |||
| G30P2GB1N | 30 | 1.11 | 1,104 | 1,619 | 21 | 151 | Matrix:PP 일반제품 산업용품 |
||
| G40P2GB1N | 40 | 1.2 | 1,262 | 1,844 | 26 | 156 | |||
| G50P2GB1N | 50 | 1.31 | 1,310 | 1,937 | 29 | 159 | |||
| G40A2GB0N | 40 | 1.46 | 2,080 | 2,844 | 34 | 212 | Matrix: PA | ||
상기 물성은 각 시험규격에 따른 특정조건에서의 대표치입니다.
성형조건, 금형조건, 사출기 사양에 따라 상이할 수 있습니다.
HISTRON (하이스트론) 성형기술
- 1) HISTRON 의 성능을 유지하기 위해서는 보강된 섬유의 길이를 최대한 보존해야 합니다. 최종 성형된 제품의 물리적 특성은 섬유의 길이에 좌우되기 때문입니다. 따라서, 스크류 속도 및 사출속도는 가급적 낮게 설정하고, 성형기기 또한 다음과 같은 요구조건을 만족시키는 것이 바람직합니다.
- 2) HISTRON 사출성형기의 요구 조건
| 항 목 | 요 구 조 건 | |
|---|---|---|
| 스크류 | 구 성 | 계량부, 압축부, 공급부 3 ZONE이상으로 구성 되고, 각 ZONE별로 온도 조절이 가능한 것 |
| 3ZONE 비율 | 계량부 20%, 압축부 30%, 공급부 50% | |
| 직경 | 최소 20mm 이상, 최적 40mm이상 | |
| L/D | 1.8:1 ∼ 22:1 | |
| 압축비 | 1.8:1 ∼2.5:1 | |
| Flight depth | 계량부 : 최소 3mm 이상, 공급부 : 최소 4.5mm이상 | |
| 노즐 | 직경 | 최소 4mm, 최적 6mm 이상 |
| 금형 | 스프루 | 길이는 가능한 짧게 설계 |
| 런너직경 | 최소 4mm, 최적 6mm이상 | |
| 게이트직경 | 3mm 이상 | |
3) HISTRON 예비 건조조건
* 보다 우수한 제품을 얻기 위해서는 건조하여 사용하는 것이 바람직합니다
| 구분 | 건조온도 ( ℃) | 건조시간 (hr) | 참고사항 |
|---|---|---|---|
| PP | 80 | 2 | * 보관상 문제가 없었다면(건조한 실내보관), 별도의 건조작업 없이 사용이 가능합니다. |
| PA | 90 | 4 | * PA의 특성상 수분을 잘 흡수하므로, 필히 건조하여 사용하십시오. |
4) HISTRON 사출성형 조건
* 사출 속도, 사출 압력, 스크류 속도는 가능한 낮게 설정하십시오.
| 구 분 | 사출 압력 | 사출 속도 (mm/ sec) |
스크류 속도 (RPM) |
실린더 온도 ( ℃) | 금형 온도 (℃) | 참고사항 | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 수지 | G/F 함량 (%) | 공급부 | 압축부 | 계량부 | 노즐 | |||||
| PP | 30 | 600 ~ 1200 | 30 ~ 60 | 30 ~ 80 | 200 | 210 | 215 | 220 | 60 ~ 80 |
*스크류 속도는 60RPM이하가 바람직합니다. *제품 외관은 금형온도를 높게 설정하는 것이 바람직합니다. |
| 40 ~ 80 | 210 | 215 | 220 | 220 | ||||||
| 50 | 215 | 220 | 225 | 225 | ||||||
| 60 | 220 | 230 | 240 | 240 | ||||||
| PA | 40 | 1200 ~ 1500 | 40 ~ 75 | 30 ~ 80 | 255 | 260 | 265 | 270 | 80 ~ 90 | |
| 50 | 260 | 265 | 270 | 275 | ||||||
| 60 | 265 | 270 | 275 | 280 | ||||||

